![]()
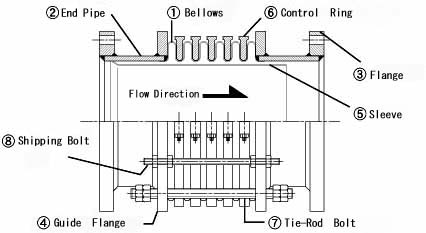
| ‡@Bellows For taking up axial, lateral and angular movement. Firstly, material pipe is formed by processing various steel plates into cylinder and welded along axially. Then, the material pipe is formed into Bellows by hydraulic forming or roll forming. After every processing and welding, each Bellows is treated with heat and pickled so as to get rid of all internal stress created while processing and welding. |
| ‡AEnd Pipe Connection between Bellows and Duct / Piping system. Sometime Flange is welded, and somtime groove for welding is prepared. |
| ‡BFlange Basically, our Flanges are based on JIS or ANSI standard. However, we would be able to meet every specific requirement of customers on their proper standards and materials. |
| ‡CGuide Flange Through Tie-Rod Bolt, stop the thrust from Bellows which is created by internal pressure. |
| ‡DSleeve Protect Bellows from corrosion and abrasion, and also prevent turbulence of midium caused by concave-convex inner surface of Bellows. Also prevent dust to be piled in the concave of Bellows. |
| ‡EControl Ring Reinforce pressure resistance capacity of Bellows, and at the same time, adjust for every convolution to take up movement evenly. |
| ‡FTie-Rod Bolt Sustain axial thrust created by internal pressure, and at the same time, sustain the weight of expansion joint itself. |
| ‡GShipping Bolt Set the expansion joint to the fitting dimension. After installation, Shipping Bolt has to be removed. |
| to the previous page
|
to the top page |